Planung
Niedrigenergie-Produktion Performance
Presswerk Ressourceneffizienter
Werkzeugbau Energie- und Ressourcen-
effizienter Karosseriebau Energieeffiziente
Lackierung InnoCaT ® 1 InnoCaT ® 2 InnoCaT ® 3 InnoCaT ® 4 InnoCaT ® 5
Niedrigenergie-Produktion Performance
Presswerk Ressourceneffizienter
Werkzeugbau Energie- und Ressourcen-
effizienter Karosseriebau Energieeffiziente
Lackierung InnoCaT ® 1 InnoCaT ® 2 InnoCaT ® 3 InnoCaT ® 4 InnoCaT ® 5
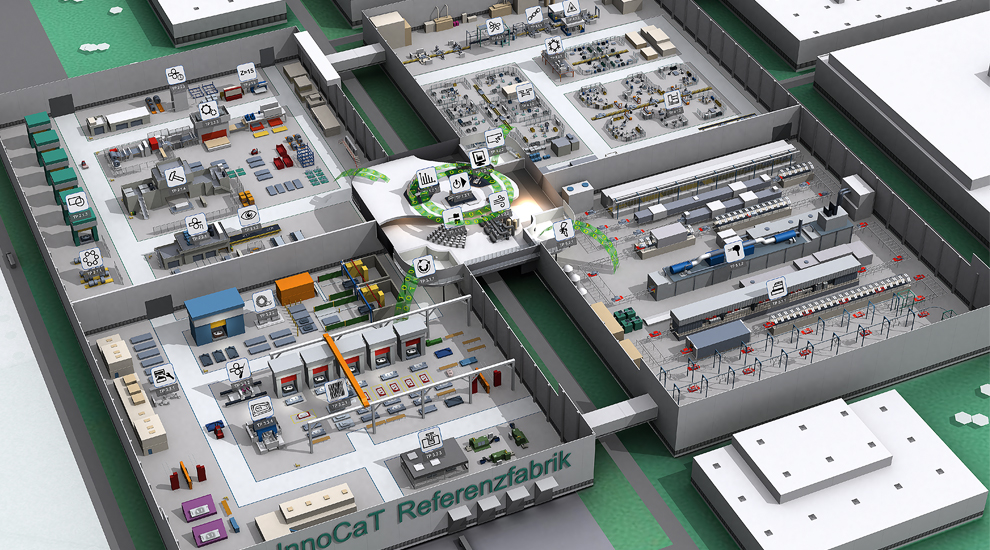
Wer Autos baut, trägt Verantwortung. Ob als OEM oder Zulieferer, die Innovationsallianz „Green Carbody Technologies“ (InnoCaT ®) stellt sich dieser Verantwortung.
Automatisierte Korrektur von Umformwerkzeugen
Die konventionelle Prozesskette zur Herstellung der benötigten Geometrien der Umformwerkzeuge besteht grob aus den Schritten Schrupp-, und Schlichtfräsen, Tuschieren und Schleifen. Signifikanter Nachteil dieser Vorgehensweise: hoher Aufwand durch manuelle Korrekturbearbeitung und Stillstand der Umformpresse während dieser Zeit.
Zielsetzung
- Entwicklung und Qualifizierung eines Robotersystems zur automatisierten Vermessung und Feinbearbeitung von Werkzeugen und Formen
- Verkürzung der Durchlaufzeiten für eine maximale Ressourceneffizienz
Lösungsansatz
- Implementierung eines maschinenintegrierten Messsensors
- Entwicklung einer CAx-Prozesskette zur adaptiven Schleifbearbeitung
- Technologieentwicklung für die adaptive Schleifbearbeitung als Substitution des manuellen »Abziehens« der Werkzeugoberfläche




